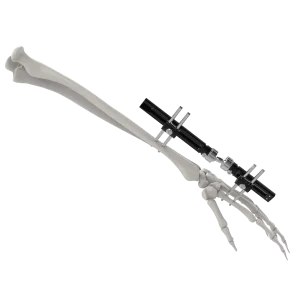
Featured surgical instruments and implant configurations engineered to international standards.







Over the past decade, the global orthopedic field has experienced a profound shift toward cementless total hip arthroplasty (THA). Historically, bone cement (polymethyl methacrylate) was the standard for anchoring components. However, concerns regarding cement degradation, aseptic loosening, and the "cement disease" phenomenon have driven surgeons and engineers to seek more biological, durable solutions.
Cementless hip prosthesis technology relies on the biological principle of osteointegration. By employing titanium alloys with specialized porous coatings—such as plasma-sprayed titanium or hydroxyapatite (HA)—implants act as scaffolds that encourage the patient's native bone cells to migrate and bind directly with the implant surface. This achieves a permanent mechanical connection that adapts dynamically to physiological loading patterns.
For younger, more active demographics, this biological fixation is critical. Because cementless stems and cups retain more host bone stock and support natural stress distribution, they reduce the risk of stress shielding. Consequently, patients receive a joint replacement engineered to endure decades, minimizing the need for revision surgeries.
Analyzing key biomechanical, engineering, and manufacturing advancements shaping the orthopedics sector.
Additive manufacturing using Electron Beam Melting (EBM) and Direct Metal Laser Sintering (DMLS) allows factories to print complex, biomimetic porous structures directly. These architectures closely resemble natural trabecular bone, providing superior coefficient of friction and accelerated cellular attachment compared to traditional coatings.
Addressing dislocation risk remains a top clinical concern. The industry has increasingly adopted dual-mobility systems, combining a small femoral head within a larger mobile polyethylene bearing liner, which articulates inside a metal cementless shell. This configuration maximizes range of motion and offers outstanding stability, especially in revision cases.
Modern implants go beyond simple topography. The co-deposition of Hydroxyapatite (HA) with osteoinductive proteins or strontium ions is under active R&D. These enhancements actively recruit osteoblasts to the implant site, achieving rapid secondary stability, which is vital for patients with compromised bone density.
How orthopedic distributors, hospital chains, and import agencies assess value, regulatory compliance, and risk.
For medical devices, especially Class III surgical implants like total hip systems, regulatory compliance is non-negotiable. Sourcing teams prioritize partners holding ISO 13485 Quality Management Systems and CE certification under EU MDR 2017/745. These certifications serve as verification of trace element controls, cleanroom validation, bioburden testing, and ongoing clinical safety monitoring.
Furthermore, complete material traceability is mandatory. Implants must map back to the original titanium billet heat numbers, supported by chemical composition analyses and mechanical stress certificates conforming to ASTM F136 or ISO 5832-3 standards.
Modern clinical networks require customized sizing, bespoke packaging, and sterile barrier options. B2B buyers look for manufacturers that provide a unified solution, integrating the cementless hip stems and cups alongside the custom surgical instrumentation sets required for implantation. This eliminates interface incompatibility errors during surgery.
A modern powerhouse in orthopedic medical device manufacturing, research, and global export.
Established in 2017, Moventra Medical Technology has grown into a leading developer and exporter of orthopedic implants and surgical instruments. Our facility integrates precision engineering, automated manufacturing, and rigorous quality inspection protocols to meet the demands of global healthcare buyers.
Moventra supports orthopedic distributors, medical device brands, and public healthcare programs. We provide flexible OEM and ODM services, managing designs from early-stage conceptualization and rapid prototyping through to mechanical validation and volume production.
Our Quality Management System operates with 100% pre-shipment inspections. This process incorporates dimensional validation, surface roughness evaluation, mechanical strength tests, and sterile barrier checks, ensuring consistency across every production batch.
| Moventra Corporate Specifications | |
|---|---|
| Company Name | Moventra Medical Technology (China) Co., Ltd. |
| Brand Name | Moventra |
| Established Year | 2017 (Industry experience spanning 13 years) |
| Manufacturing Facility Area | 18,600 m² |
| Core Business Models | Manufacturer, Contract OEM & ODM, Exporter |
| Target Customer Segments | Medical Device Brands, Orthopedic Distributors, Hospitals, Government Procurement Agencies |
| Quality Inspection Commitment | 100% Quality Inspection before shipment |
| Inspection Methodologies | Dimensional Inspection, Material Chemical Analysis, Surface Finish Inspection, Mechanical Performance Testing, Sterility Verification |
| Product Customization Options | Logo Etching, Custom Packaging, Product Design Customization, Drawing & Sample-Based Manufacturing |
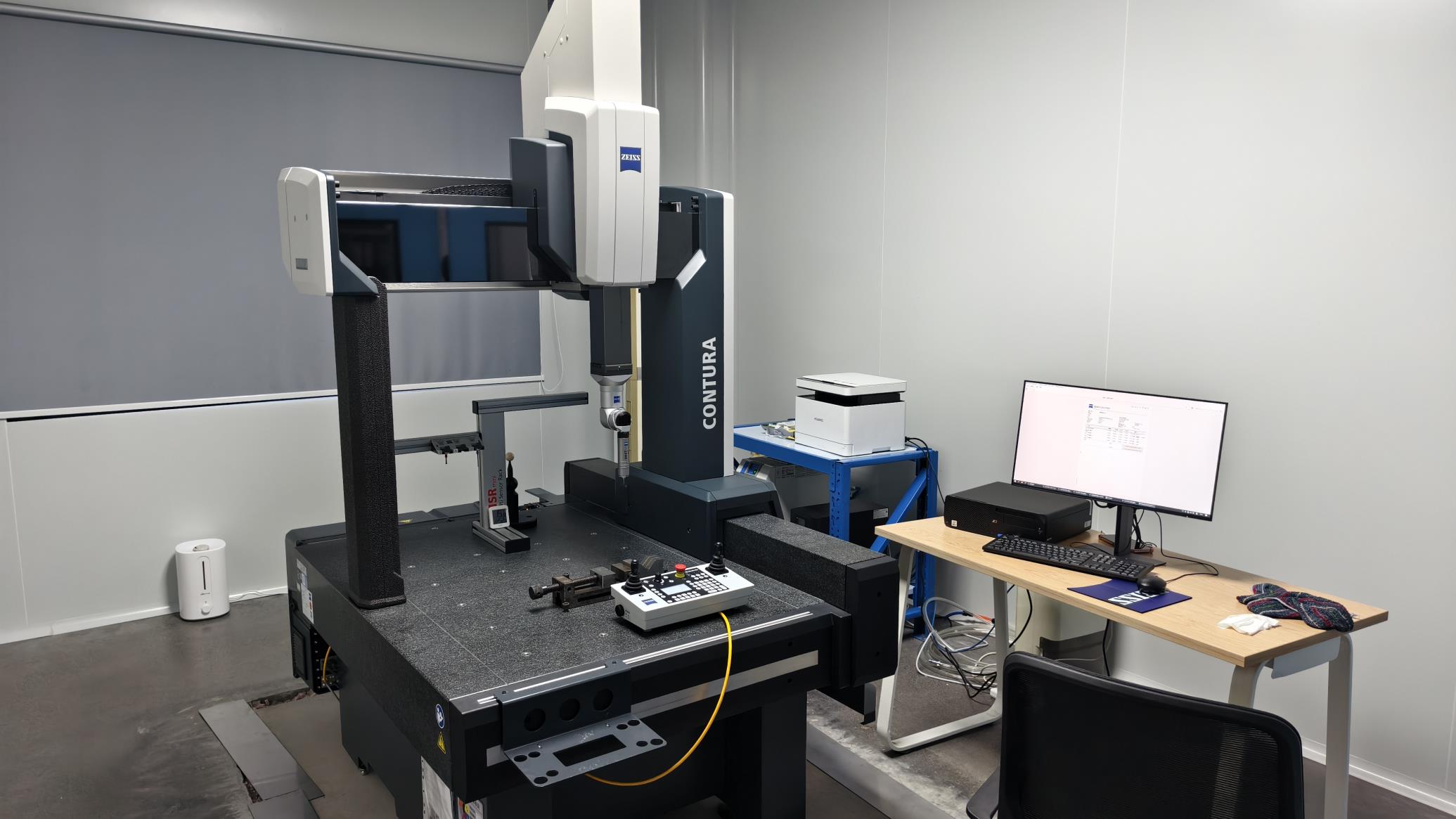
Exploring the precision manufacturing systems and quality verification devices behind our medical implants.
Our production environment integrates Swiss-type CNC machines, multiaxis milling centers, and wire-cutting machinery to manufacture complex implants within tolerances of less than 5 microns. This level of repeatability is crucial for cementless hip stems, where even minor deviations can compromise the primary press-fit stability and patient safety.
We work with vetted raw material suppliers to procure biomedical-grade titanium alloy (Ti6Al4V ELI) and cobalt-chromium alloys. This secure supply chain mitigates material delivery disruptions and maintains stable lead times for global B2B procurement partners.













Tailoring implants to match regional patient populations, surgical trends, and regional anatomical variations.
Designed for high BMI patient profiles requiring implants that resist fatigue and torsional forces. The sizing matrix offers thicker, tapered femoral stems with large-diameter femoral heads (36mm or 40mm) to increase range of motion, improve stability, and minimize dislocation risk.
Featuring smaller, low-profile stems designed to match narrower femoral canals and regional variations in neck-shaft angles. The offset options help preserve native ligament tension, while specialized instruments support minimally invasive approaches like the direct anterior (DAA) technique.
For patients with compromised bone stock or failed implants, modular distal-fixation stems allow surgeons to adjust length, offset, and version independently. These modular designs bypass the damaged proximal femur to anchor securely in the intact distal bone.
Addressing engineering specifications, regulatory compliance, and biological performance concerns for procurement teams.
Our cementless stems and acetabular cups are manufactured from medical-grade Titanium Alloy (Ti6Al4V ELI) conforming to ASTM F136 and ISO 5832-3. We use Ti6Al4V due to its low modulus of elasticity, which reduces stress shielding, its high fatigue strength, and its established biocompatibility. For bearing surfaces, we offer Cobalt-Chromium-Molybdenum (CoCrMo) alloy heads conforming to ISO 5832-1 alongside Ultra-High-Molecular-Weight Polyethylene (UHMWPE) or highly cross-linked polyethylene (XLPE) liners.
The porous coating (plasma-sprayed titanium or 3D-printed trabecular metal) features pore sizes between 100 μm and 400 μm, with an interconnecting porosity of 60% to 80%. Research indicates that pores smaller than 100 μm restrict vascularization, while pores larger than 500 μm can compromise the implant's structural integrity. This specified range supports rapid vascularization and bone ingrowth, establishing secondary biological fixation.
Yes, we supply dual-coated implants featuring a vacuum plasma-sprayed titanium undercoat and an outer Hydroxyapatite (HA) layer. The HA coating is kept between 40 μm and 60 μm thick. This thickness provides bio-active osteoconduction to support initial healing, without the risk of coating delamination or peeling that can occur with thicker layers.
Implant configurations undergo physical stress validation in accordance with ISO 7206-4 (determination of endurance properties of stemmed femoral components) and ISO 7206-6 (determination of endurance properties of the head and neck region). We subject test specimens to 5 million cycles of simulated load-bearing stress to confirm long-term fatigue limit performance.
For standard OEM orders using existing tooling, the production cycle typically ranges from 45 to 60 days. This includes manufacturing, surface treatment, quality inspection, cleanroom packaging, and sterilization. For customized ODM designs requiring new molds or CNC programming, the initial prototyping phase takes 30 to 45 days, followed by volume production upon design sign-off.
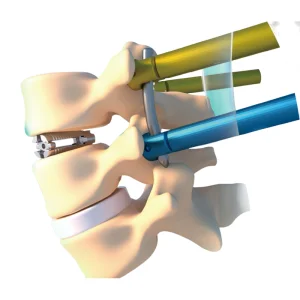
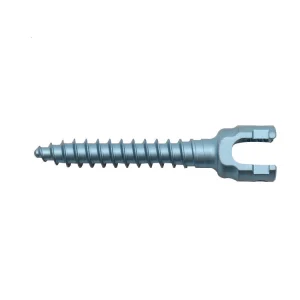
Explore our spinal fusion cages, specialized pedicle screws, and comprehensive joint reconstruction instrument kits.