Advanced surgical instruments and high-precision implants optimized for human and veterinary applications





Strategic analysis of macroeconomic drivers, supply chain demands, and quality specifications for joint reconstruction devices
The global joint replacement market is witnessing an unprecedented shift. As clinical outcomes demand prosthetics that survive 25 to 30 years inside active, younger patients, the requirements for Total Hip Arthroplasty (THA) implants have become highly demanding. Healthcare systems, medical device distributors, and orthopedic brands require advanced OEM/ODM manufacturing partnerships to secure their supply chain. Standard catalog items no longer meet localized structural anatomical needs or the stringent demands of surgical systems.
Additionally, the rising prevalence of osteoarthritis, post-traumatic arthritis, and avascular necrosis across aging demographics in North America and Western Europe is accelerating volume requirements. Key procurement entities are increasingly shifting from standard local supply lines to specialized offshore manufacturing facilities that provide cost-efficiency without compromising metallurgical integrity, sterilizability, and surface treatment protocols.
Procuring Class III medical implants involves mitigating substantial regulatory and liability risks. Enterprise distributors look for critical technical benchmarks during factory audits:
Providing end-to-end design, verification, and production infrastructure for orthopedic brands globally
From initial blueprint engineering to rapid industrial prototyping. We transform clinical concepts into high-performance implants utilizing customized femoral stem geometries, specialized acetabular shell designs, and custom instrumentation kits.
We work exclusively with medically certified Ti6Al4V ELI (Grade 23) and CoCrMo conforming to ASTM F136 and ASTM F75 specifications, preventing premature fatigue failure, minimizing ion release, and optimizing longevity.
Our processing environment includes Class 100,000 cleanrooms where components undergo automated washing, primary barrier packaging, and preparatory staging for validated Gamma or Ethylene Oxide (EO) sterilization.
The transition of orthopedic implants from conventional subtraction machining to smart biological integration
Utilizing electron beam melting (EBM) and direct metal laser sintering (DMLS) to fabricate trabecular-like structures. This promotes rapid, stable osseous ingrowth and reduces stress-shielding effects in cementless hip stems.
Dual-coat solutions combining rough titanium plasma spray (TPS) with an outer layer of crystalline Hydroxyapatite. This configuration achieves excellent primary mechanical stability and biological secondary fixation.
Developing sub-micron polished ceramic femoral heads paired with Vitamin-E infused highly cross-linked polyethylene (HXLPE) liners to significantly reduce osteolysis-causing wear debris.
A trusted manufacturing partner for orthopedic surgeons, international distributors, and global brands since 2017
Moventra Medical Technology (China) Co., Ltd. is a specialized, ISO-certified manufacturer focused on the development, precision production, and global export of orthopedic implants and surgical instruments. Operating out of our advanced 18,600 m² facility, we combine Swiss-type machining technology, robust automated testing, and Class-III medical device quality systems to support OEM and ODM partnerships worldwide.
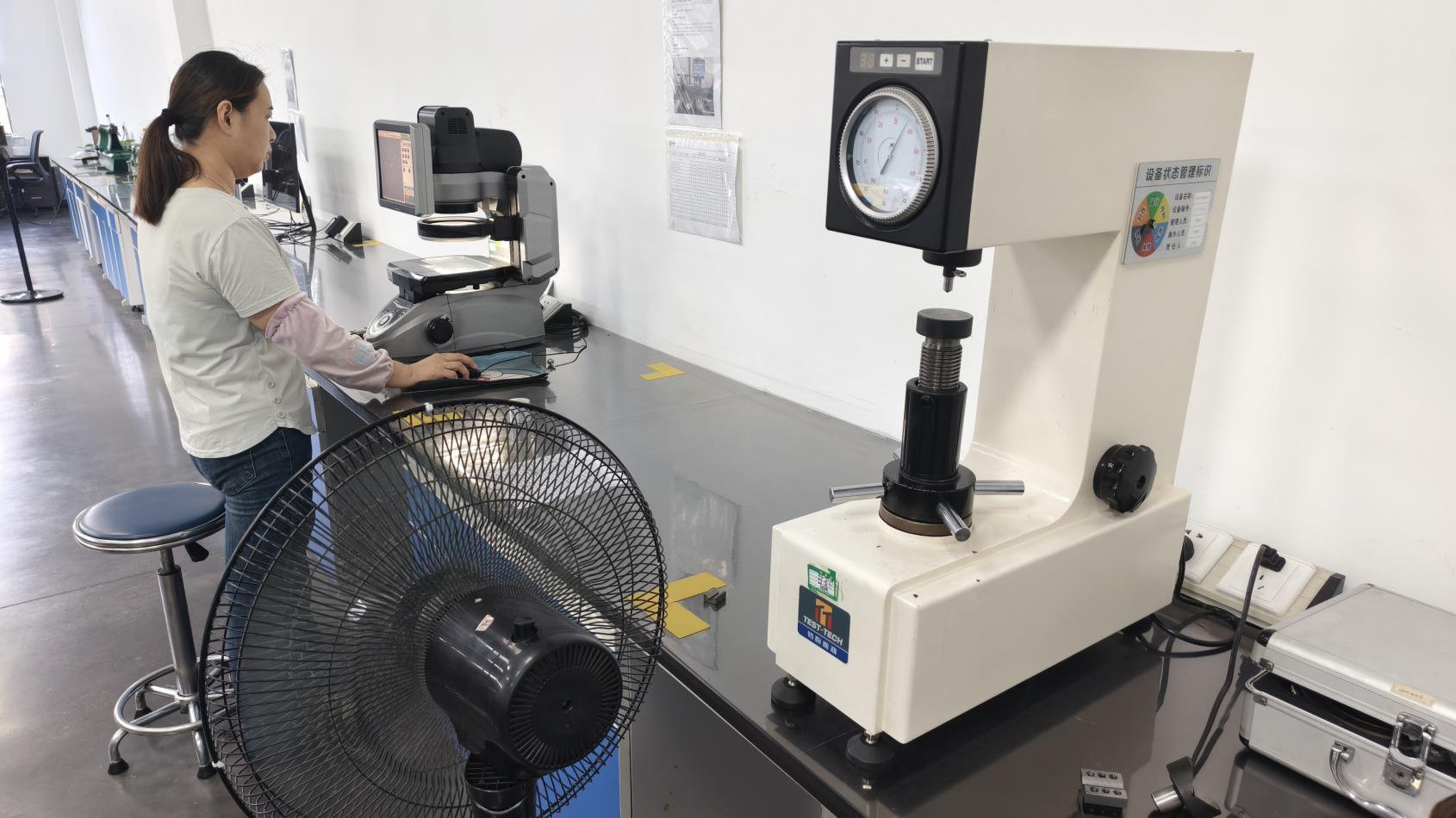
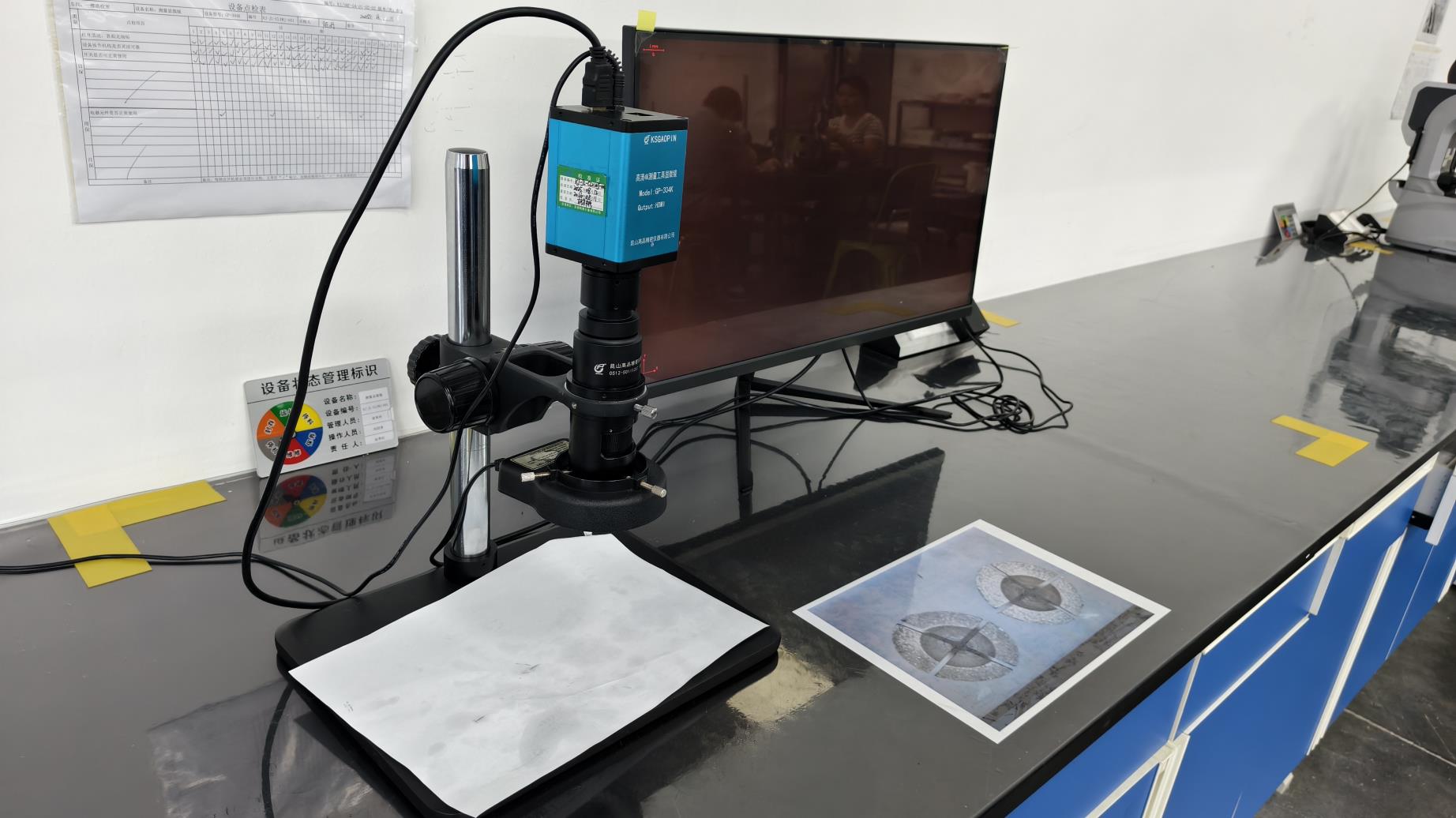
We utilize advanced production technologies to maintain dimensional consistency and material purity. Below is a detailed view of our manufacturing and testing facilities:












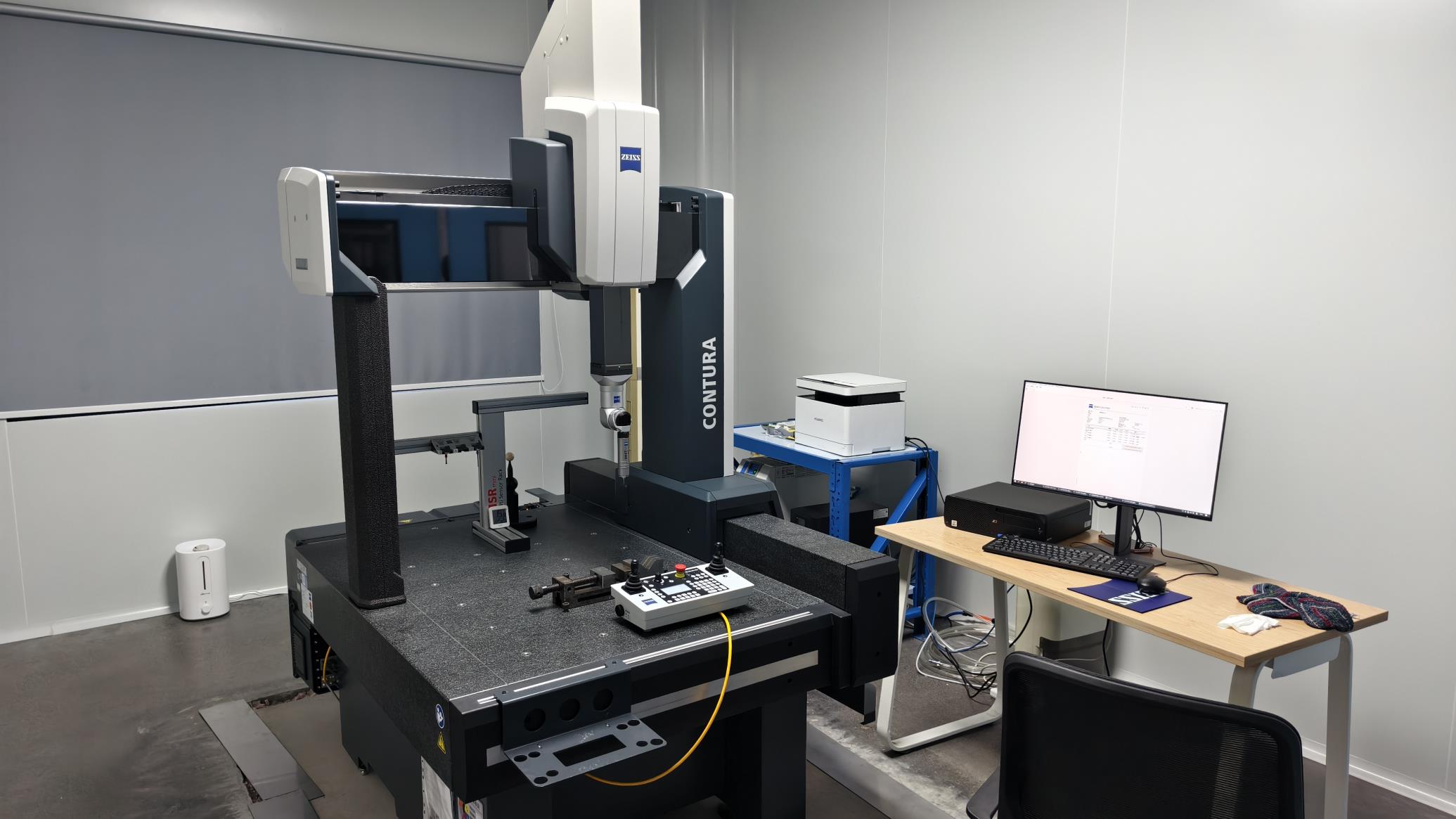

Comprehensive risk-mitigation framework supporting compliance with FDA 510(k), CE MDR, and ISO 13485
Joint reconstruction implants undergo intense cyclic loading within the human body. To guarantee mechanical stability, Moventra maintains an in-house laboratory equipped to conduct dynamic fatigue tests according to ISO 7206-4 (fatigue testing of stemmed femoral components) and ISO 7206-6 (fatigue testing of neck regions of stemmed femoral components). Every batch of titanium and cobalt-base alloys undergoes mechanical tension testing, metallurgical microscopic evaluation, and grain structure audits before release to the CNC machining center.
To prevent aseptic loosening, we employ automated passivation processes. By applying specialized nitric or citric acid treatments, we optimize the protective chromium-oxide and titanium-dioxide passive layers on the surfaces. This minimizes metallic ion migration and reduces long-term immune reactions in the surrounding tissue.
Our quality system is designed around continuous improvement and comprehensive process traceability:
Expert answers addressing the materials, manufacturing processes, and quality verification standards required by engineering teams and purchasing directors
We use implant-grade Titanium Alloy (Ti6Al4V ELI) conforming to ASTM F136/ISO 5832-3 and Cobalt-28Chromium-6Molybdenum (CoCrMo) alloy conforming to ASTM F75/ISO 5832-4. Each material shipment is accompanied by Mill Test Certificates (MTC) detailing chemical compositions and mechanical properties.
We measure coating thickness and crystallization percentage of Hydroxyapatite (HA) and Titanium plasma spray (TPS) using scanning electron microscopy (SEM) and metallographic micro-section evaluations. Coatings are validated to meet ASTM F1854 and ASTM F1147 standards for shear and tensile bond strength.
For prototype development and first-article inspections (FAI), the lead time is typically 4 to 6 weeks. Mass production cycles range between 8 to 12 weeks, depending on order size and the complexity of the sterilization packaging.
Yes. Our engineering team processes CT or MRI scan DICOM files using specialized design software to generate precise 3D model reconstructions. This enables us to design and manufacture custom femoral stems and custom surgical cutting guides.
Our final cleaning, assembly, and primary packaging are conducted in certified Class 100,000 (ISO Class 8) cleanrooms. We monitor particle counts and microbial levels daily to ensure compliance with ISO 14644 cleanroom standards.
HXLPE liners undergo wear testing under simulated physiological conditions (ISO 14242 series), cross-linking density analysis using swell ratio methods, and free radical evaluation via Electron Spin Resonance (ESR) spectroscopy.
Yes. We provide complete technical files (in CTD format), raw material traceability certificates, process validation protocols, biophysical biocompatibility reports (ISO 10993), and quality audits to support your local registration process.
We machine male and female tapers (e.g., 12/14 tapers) using high-precision CNC equipment. Every taper is verified using specialized laser gauges and air-ring gauges to maintain geometric tolerances and ensure a secure mechanical lock.
Looking for a reliable OEM/ODM manufacturer for total hip implants? Reach out to our design and production engineering team for direct assistance.
Contact Engineering TeamPrecision-manufactured spinal, trauma, joint, and specialized veterinary surgical equipment










