






Demanding reconstructive surgery of the spine requires biomimetic implants that match the complex mechanical environment of the column.
Vertebral Body Replacement (VBR) devices are highly specialized structural implants used to reconstruct the anterior column of the spine following corpectomy procedures. These procedures are typically indicated for patients suffering from severe vertebral body damage due to localized tumors, unstable burst fractures, advanced infections (such as osteomyelitis), or catastrophic trauma. Over the last decade, the global orthopedic industry has witnessed a technological paradigm shift from static, rigid titanium mesh cages to modular, highly customizable, and expandable VBR solutions.
This evolution addresses major historical clinical challenges, specifically subsidence (the sinking of the implant into the adjacent vertebral endplates) and structural displacement. Today's leading VBR designs utilize state-of-the-art materials like biocompatible PEEK (Polyetheretherketone) and additive-manufactured (3D-printed) porous titanium alloys. These advanced materials match the modulus of elasticity of natural trabecular bone, encouraging osteointegration while maintaining superior load-bearing characteristics under constant axial and rotational stresses.
A critical metric for implant survival is the prevention of stress shielding. Traditional solid titanium VBR implants possess a modulus of elasticity significantly higher than cortical bone (~110 GPa vs ~18 GPa). This mismatch causes the implant to bear excessive load, starving the surrounding bone of structural stimulation, leading to localized resorption and implant failure.
By employing engineered porous titanium lattices and medical-grade PEEK, modern factories lower the effective modulus of the replacement implant closer to 15–20 GPa. This achieves optimal load-sharing, stabilizes the spinal column, and yields significantly higher fusion rates in clinical studies.
Hospital chains and international medical device brands enforce strict procurement rules. Suppliers must maintain verified ISO 13485 certification, CE markings for European markets, and FDA 510(k) clearances for distribution in the United States.
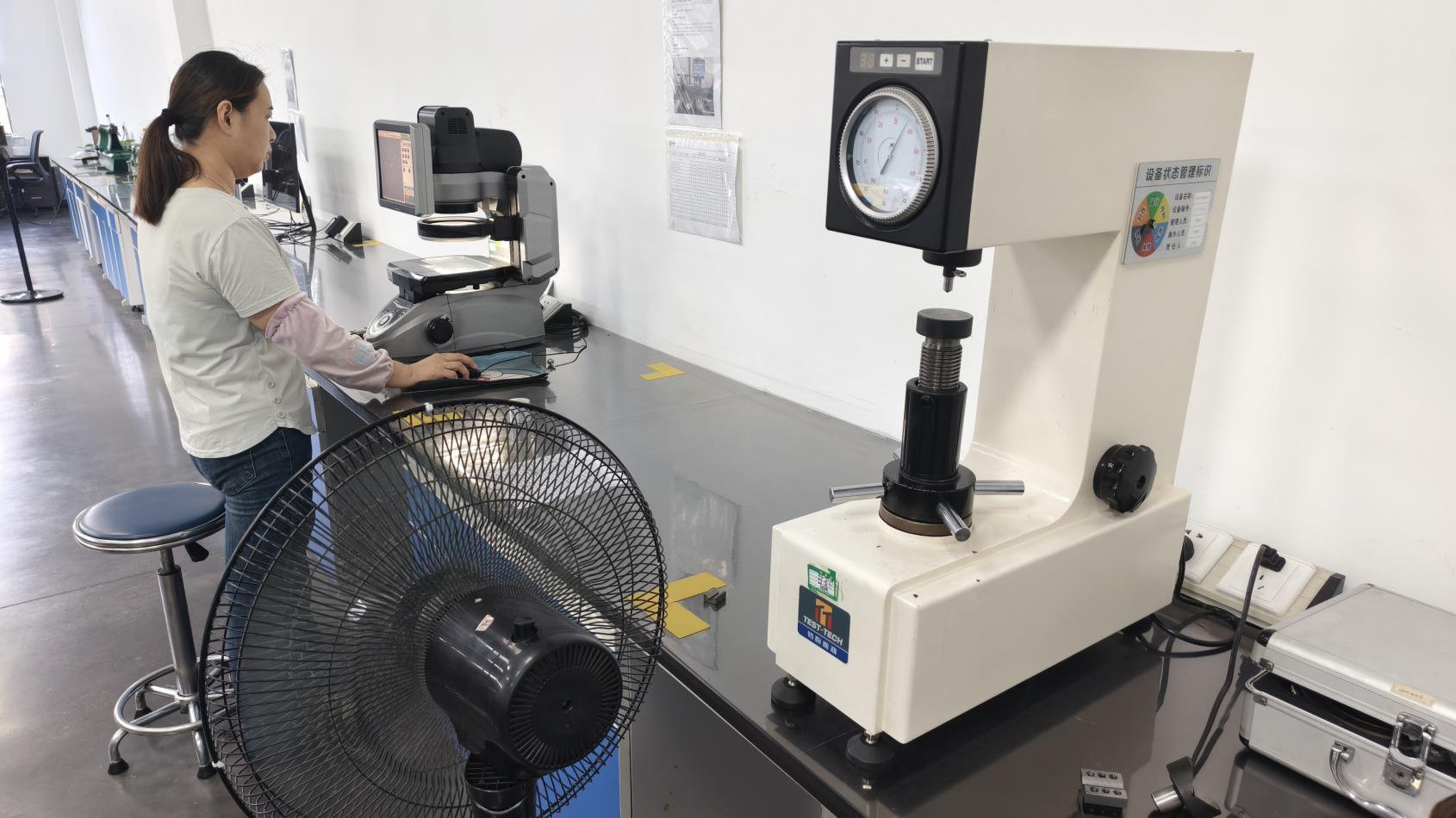
Implant safety is validated through rigorous mechanical fatigue testing. VBR systems must undergo axial compression, dynamic shear, and torsional loading evaluations in accordance with ASTM F1717 and ASTM F2077 standards.
Suppliers must verify material purity using raw materials sourced from trusted manufacturers (such as Medical Grade Titanium Ti-6Al-4V ELI or PEEK-OPTIMA). ISO 10993 cytotoxicity and systemic toxicity reports are mandatory.
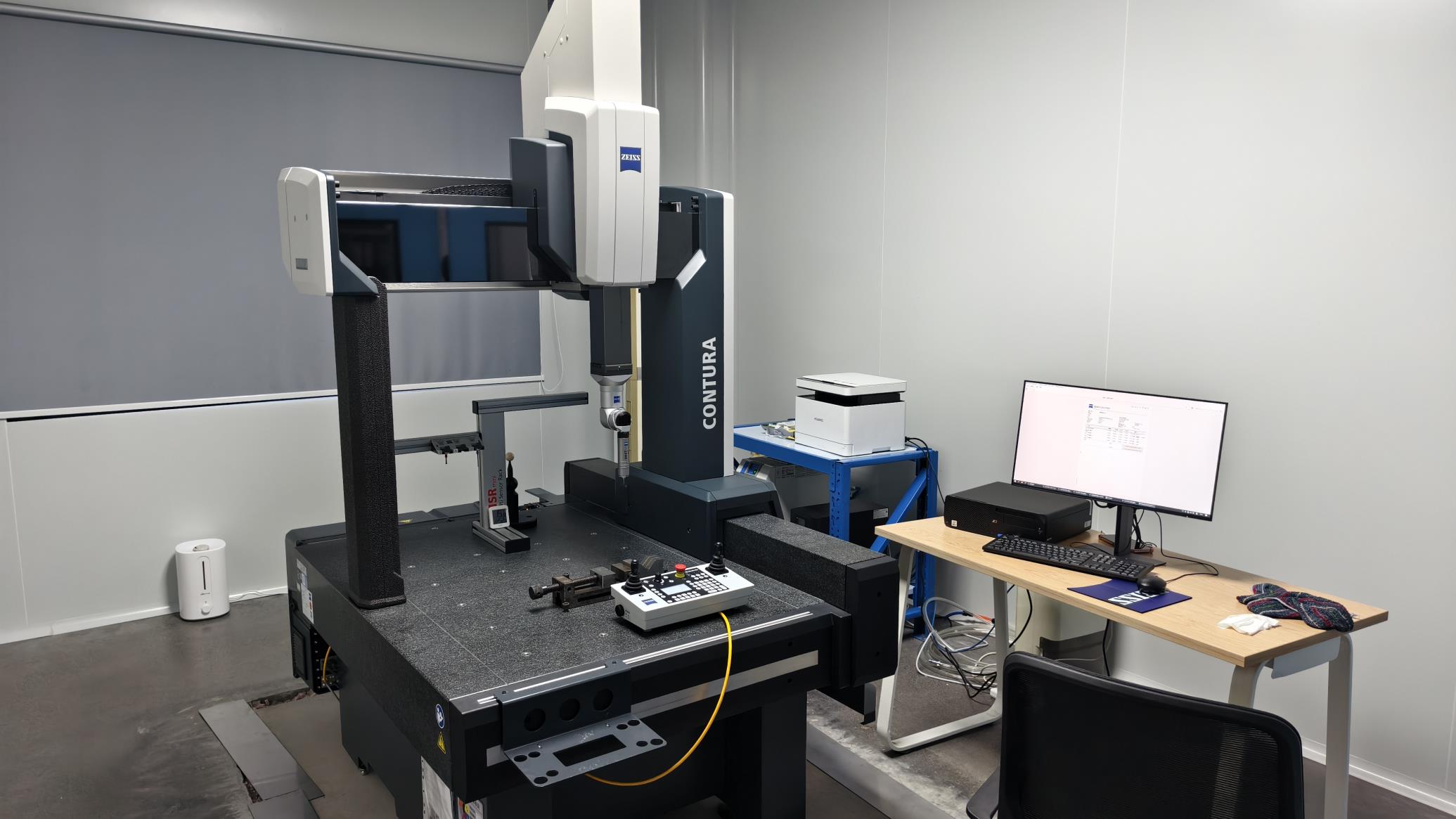
When audit boards evaluate a potential Vertebral Body Replacement factory, the depth of their in-house mechanical testing laboratory is often the deciding factor. Trustworthy manufacturers don't just outsource verification; they execute real-time finite element analysis (FEA) alongside physical load testing to iterate design updates rapidly and guarantee batch consistency.
Moventra Medical Technology (China) Co., Ltd. is a specialized manufacturer dedicated to the research, development, precision engineering, and global distribution of high-performance orthopedic implants and surgical instruments.
Established in 2017, Moventra operates from a modern manufacturing facility covering 18,600 m². By leveraging automated CNC machining, high-precision Swiss-type turning centers, and sophisticated quality control protocols, we guarantee that every orthopedic implant matches international regulatory standards. We support worldwide medical device brands, regional distributors, and public healthcare institutions with customized OEM, ODM, and customized engineering services.
| Specification Category | Operational Details & Operational Capacity |
|---|---|
| Company Name | Moventra Medical Technology (China) Co., Ltd. |
| Brand Identity | Moventra |
| Established Year | 2017 |
| Industry Experience | 13 Years of orthopedic clinical manufacturing expertise |
| Export History | 7 Years of direct global distribution |
| Quality Control Staff | 48 dedicated QC inspectors and metrologists |
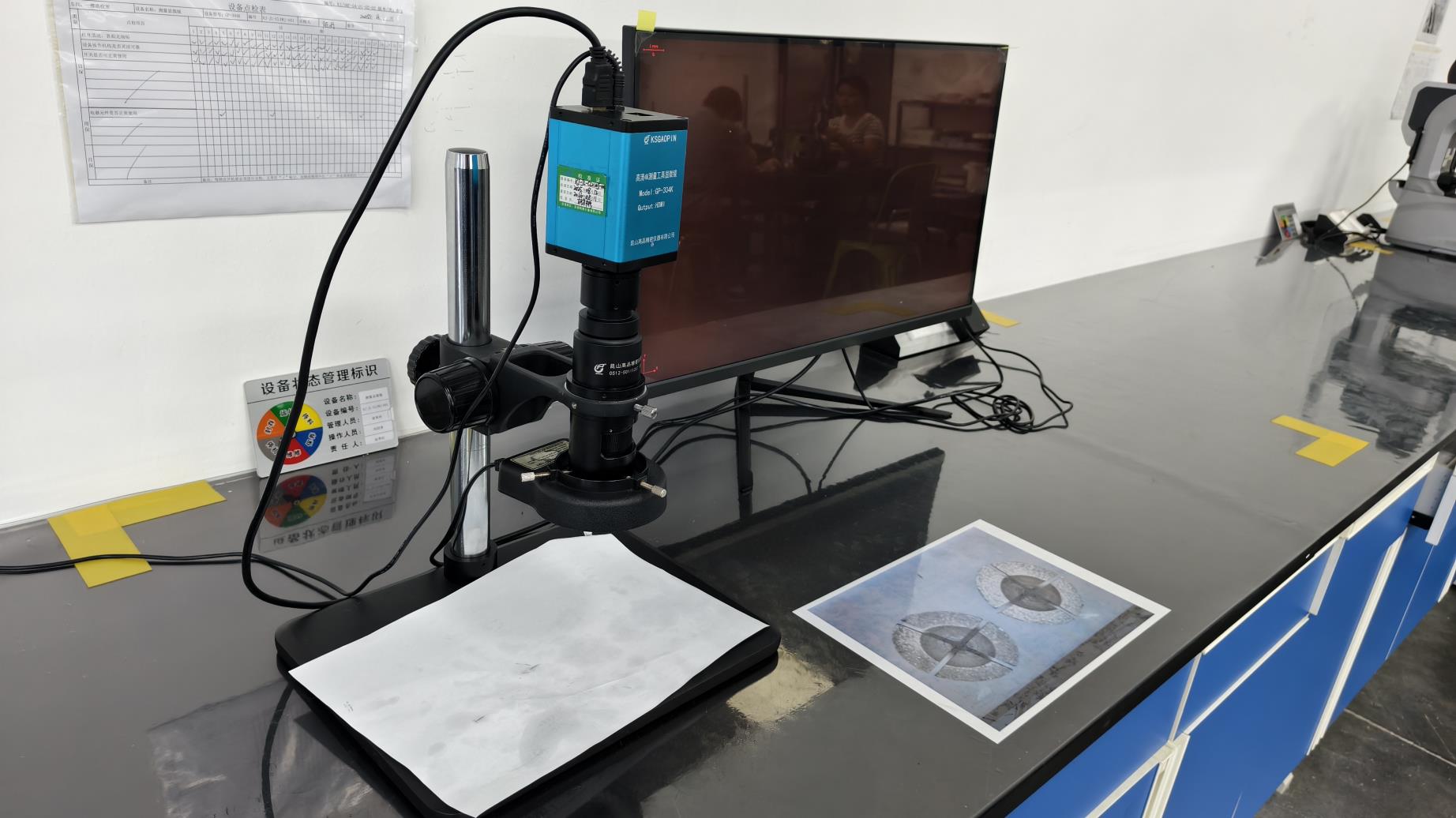
| Product Inspection Methods | Dimensional micro-inspection, Material chemical analysis, Surface roughness analysis, Mechanical stress testing, Sterility verification |
| R&D Capabilities | Independent product design, rapid prototype generation, custom CAD drawing-based manufacturing, titanium 3D printing setup support |
| Customization Options | Laser marking, custom sterile packaging design, specialized surgical kit layout, physical drawing customization |
| New Products (Last Year) | 156 new registered orthopedic items and instruments |
| Primary Export Regions | North America, Western Europe, South America, Middle East, Southeast Asia, Australia |
| Verified Supply Partners | 1,120 global healthcare units and procurement agencies |
Take a virtual tour through our state-of-the-art facility in China, equipped with advanced Swiss lathes, milling centers, and metrology devices.













How advanced automation and logistics management guarantee consistent material pricing, quality output, and short lead times.
Operating in the orthopedic device industry demands exceptional manufacturing control. Our Factory 4.0 strategy combines automated physical processes with smart data systems. High-precision Swiss-type lathes operate within climate-controlled facilities, maintaining machining tolerances to within 2 micrometers. This strict quality control prevents surface defects that could lead to micro-fractures in structural implants like Vertebral Body Replacement devices.
By integrating our internal Manufacturing Execution System (MES) with our ERP platform, we track the source of all raw materials back to their specific titanium or PEEK melt batches. This setup ensures total traceability, which is essential for medical devices. Additionally, our strategic local partnerships protect our production schedule from raw material supply shocks. This enables us to maintain a stable lead time of 4 to 6 weeks, even during global shipping disruptions.
Medical device procurement managers face substantial risks when single-source suppliers experience production issues. Moventra addresses this vulnerability by diversifying our raw material supply across multiple qualified partners and maintaining a buffer stock of medical-grade titanium bars (Ti-6Al-4V ELI).
This risk-reduction strategy ensures that long-term contracts remain unaffected by raw material cost changes, allowing our clients to lock in prices and project budgets with confidence.
Because the cervical spine is highly mobile and close to critical blood vessels, corpectomy implants used here must be compact, profile-matched, and feature anti-migration teeth. These design details help keep the implant securely positioned in the vertebrae.
The thoracolumbar region bears significant mechanical loads. Implants designed for this area require a large contact footprint and an open, hollow core to allow for sufficient bone grafting. This construction supports long-term fusion and structural stability.
Following tumor removal, surgeons must bridge large spinal gaps. In these cases, expandable Vertebral Body Replacement systems allow for precise, step-free height adjustments to restore natural sagittal balance and alignment.
Key questions and technical insights for healthcare professionals and medical device purchasing managers.







